|
Penetrant inspection depends mainly on the ability of liquid to wet the surface
of a solid work piece or specimen and flow over that surface to form a continuous
and reasonably uniform coating, thus penetrating into cavities that are open to
the surface. Capillary action attracts the fluid to the discontinuity as compared
to its surroundings.
Liquid penetrant test method enhances the visibility of surface breaking flaws such
as cracks, fissures, crevices and pores. It can be used very successfully regardless
of component size and can tolerate complicated part geometry.
LIMITATIONS -
1. The discontinuity to be detected must be open to the surface and the interior
free from foreign materials.
2. The test surface should not be porous.
3. The material under test must not be susceptible to damage from the liquids used
for the examination.
5. Detection of surface flaws depends on the general condition and finish of the
test surface.
4. Defect detectability can be diminished by normally acceptable surface conditions
such as tool marks, scratches, scale, edges, grooves, notches, rough weld surfaces
etc, where penetrant is trapped.
TEST PROCESS
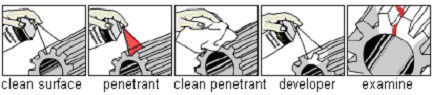
1. A penetrating liquid is applied to the clean and dry test surface and allowed
to enter the discontinuity opening over a period of time . The liquid seeps into
material flaws that are open at the test surface.
2. After a suitable penetration time, the excess surface penetrant is removed and
the test surface is dried
3. A developer is then applied in a thin uniform coating which acts as blotter and
draws some of the entrapped penetrant out of the discontinuities.
4. The penetrant stains the developer and the indication becomes visible. Visual
inspection is the final step in the process.
The dye indicator appears either red or blue on a white background for color contrast
penetrants. For a fluorescent test process, it appears Yellow - green or orange
- red on a dark violet background, where the surface is illuminated by an ultraviolet
lamp. The penetrant used is often loaded with a fluorescent dye and the inspection
is done under UV light to increase test sensitivity.
|